Adresse
10 rue Claude Debussy
59126 Linselles - France
Une pièce cassée trop vite, un devis plus élevé que prévu, ou au contraire un objet plus lourd qu’il ne devrait l’être – dans beaucoup de cas, le réglage qui change tout est le taux de remplissage impression 3D. C’est un paramètre simple en apparence, mais il a un impact direct sur la solidité, le poids, le temps d’impression et le coût final.
Quand on commande une pièce en fabrication FDM, on pense souvent d’abord au matériau, aux dimensions ou à l’aspect visuel. Pourtant, le remplissage joue un rôle central. Il détermine la quantité de matière présente à l’intérieur de la pièce. Et contrairement à une idée répandue, plus de remplissage ne veut pas toujours dire meilleure pièce.
Qu’est-ce que le taux de remplissage en impression 3D ?
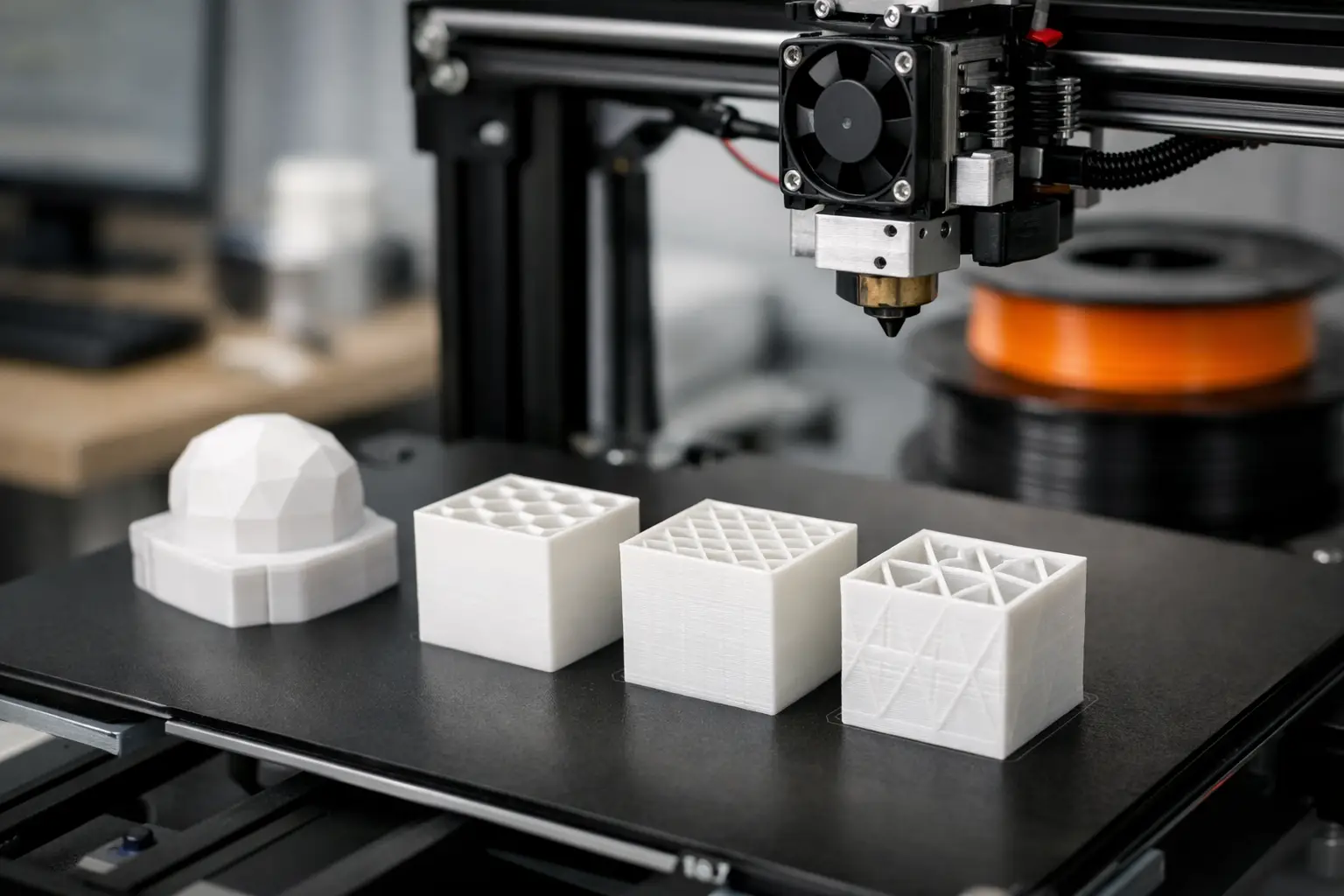
Le taux de remplissage en impression 3D correspond au pourcentage de matière déposé à l’intérieur de l’objet. Une pièce imprimée à 0 % est creuse, hormis ses parois. Une pièce à 100 % est presque entièrement pleine. Entre les deux, l’imprimante crée une structure interne, appelée infill, qui soutient les couches supérieures et apporte plus ou moins de résistance.
Ce pourcentage agit comme un curseur d’équilibre. Si vous augmentez le remplissage, la pièce devient généralement plus dense, plus lourde et plus longue à produire. Si vous le baissez, vous gagnez en rapidité et en économie, mais avec des limites mécaniques à respecter.
En pratique, on ne choisit pas ce réglage seul. Il travaille avec l’épaisseur des parois, le nombre de couches pleines en haut et en bas, la géométrie de la pièce et le matériau utilisé. Une pièce avec de bonnes parois et un remplissage modéré peut être plus pertinente qu’une pièce trop chargée en matière.
Pourquoi le taux de remplissage impression 3D change autant le résultat
Sur une pièce décorative, le remplissage a surtout une influence sur la tenue générale et le poids. Sur une pièce technique, il change bien davantage. Une patte de fixation, un boîtier, un support d’outil ou un prototype fonctionnel ne subissent pas les mêmes efforts. Il faut donc adapter le pourcentage au vrai usage, pas à une règle automatique.
Le premier effet visible est la solidité. Un remplissage plus élevé aide la pièce à mieux encaisser certaines contraintes, surtout en compression. Mais ce gain n’est pas linéaire. Passer de 15 % à 30 % peut être utile. Passer de 60 % à 100 % apporte souvent beaucoup moins que ce qu’on imagine, surtout si la casse se produit au niveau des couches ou des parois externes.
Le deuxième effet concerne le temps d’impression. Plus la machine dépose de matière, plus le temps augmente. Sur une petite pièce, l’écart peut rester modeste. Sur un volume important ou une petite série, cela devient un vrai facteur de coût.
Le troisième point est le poids. Pour certaines pièces, ce n’est pas un détail. Un objet plus léger est parfois préférable pour une manipulation quotidienne, un montage mobile ou une expédition plus économique. À l’inverse, on peut rechercher un peu plus de densité pour donner une sensation de qualité ou limiter les vibrations.
Quel taux choisir selon l’usage de la pièce ?
Le bon taux dépend avant tout de la fonction réelle de l’objet. Pour une pièce visuelle, une maquette, un élément de présentation ou un objet décoratif, un remplissage faible suffit souvent. On reste généralement sur des valeurs basses, car la pièce n’a pas besoin de supporter un effort important.
Pour un boîtier, une coque, un cache ou une pièce qui doit garder sa forme sans subir de fortes contraintes, un niveau intermédiaire fonctionne bien dans la majorité des cas. Il permet de conserver un bon compromis entre coût, rigidité et délai.
Pour une pièce fonctionnelle, par exemple un support, un guide, une fixation légère ou un accessoire d’atelier, on monte le remplissage si nécessaire, mais sans tomber dans l’excès. Très souvent, le vrai levier de résistance est autant dans la conception que dans le pourcentage choisi.
Enfin, pour une pièce soumise à des contraintes mécaniques répétées, à des chocs ou à des serrages, il faut raisonner plus finement. Le matériau compte beaucoup, l’orientation d’impression aussi. Une pièce imprimée avec un fort remplissage mais dans un mauvais sens peut rester fragile. C’est là qu’un accompagnement technique évite les mauvais choix.
Les valeurs les plus courantes en FDM
En fabrication FDM, on rencontre souvent des plages de réglage assez classiques. Autour de 10 à 15 %, on est sur des pièces légères, économiques et suffisantes pour des usages peu exigeants. Entre 20 et 35 %, on couvre une grande partie des besoins courants, y compris des pièces utiles au quotidien. Au-delà, on vise des usages plus mécaniques ou des géométries qui exigent plus de soutien interne.
Le 100 % existe, bien sûr, mais il reste rarement le meilleur choix. Il allonge fortement la production, augmente la consommation de matière et n’apporte pas toujours un bénéfice proportionnel. Dans bien des cas, renforcer les parois ou revoir le design de la pièce donne un meilleur résultat.
Il faut aussi tenir compte du motif de remplissage. Une structure en grille, en gyroid ou en nid d’abeille n’offre pas exactement le même comportement. Deux pièces réglées au même pourcentage peuvent donc réagir différemment selon la structure interne choisie.
Remplissage, parois, matériau : le trio à ne pas séparer
Le remplissage ne doit jamais être regardé seul. Une pièce imprimée avec des parois trop fines restera vulnérable, même avec un taux élevé. À l’inverse, des parois correctement dimensionnées avec un remplissage raisonnable donnent souvent une pièce plus cohérente et moins coûteuse.
Le matériau influence aussi le bon réglage. Un PLA, un PETG ou un ABS n’ont pas la même rigidité, la même résistance à la chaleur ni la même réaction aux contraintes. Pour un prototype visuel, le choix sera souvent différent de celui d’une pièce destinée à un environnement d’atelier ou à un usage prolongé.
La forme générale compte tout autant. Une pièce compacte, avec peu de porte-à-faux et des volumes bien répartis, supporte mieux un remplissage modéré qu’une pièce longue, fine ou percée de nombreuses ouvertures. Parfois, ajouter un renfort dans le dessin est plus utile qu’augmenter le pourcentage sur l’ensemble de la pièce.
Comment réduire le coût sans fragiliser la pièce
C’est une question fréquente, surtout pour un prototype ou une petite série. Le premier réflexe consiste à vouloir baisser le remplissage. C’est parfois une bonne idée, mais seulement si la pièce garde une marge suffisante pour son usage réel.
Le meilleur levier est souvent d’adapter la pièce dès la conception. Épaissir localement une zone sollicitée, arrondir un angle, intégrer une nervure ou repenser une zone de fixation permet de gagner en résistance sans surcharger tout le volume intérieur.
Il est aussi utile de distinguer le besoin réel du besoin perçu. Une pièce qui ne supporte qu’un effort ponctuel n’a pas besoin d’être conçue comme une pièce structurelle. Cette approche évite de payer pour de la matière inutile et raccourcit les délais de fabrication.
Chez un prestataire habitué à produire des pièces FDM sur demande, l’objectif n’est pas de mettre le remplissage le plus élevé possible. C’est de trouver le bon niveau de performance pour le bon budget. C’est exactement le type d’arbitrage que nous faisons régulièrement chez Olivier3dprint sur des pièces unitaires comme sur de petites séries.
Les erreurs les plus fréquentes
La première erreur consiste à croire qu’un fort remplissage compense une mauvaise conception. Ce n’est pas le cas. Une pièce mal pensée restera limitée, même en consommant plus de matière.
La deuxième erreur est de choisir un taux standard pour toutes les pièces. Deux objets de taille proche peuvent avoir des besoins totalement différents selon leur forme et leur usage. Un boîtier électronique et une équerre de fixation ne se règlent pas de la même manière.
La troisième erreur est d’oublier l’orientation d’impression. En FDM, la résistance varie selon le sens des couches. Un bon remplissage ne corrigera pas complètement une orientation défavorable.
Enfin, il faut éviter le raisonnement purement théorique. Une pièce peut sembler solide sur écran, mais montrer ses limites en usage réel. C’est pour cela que le prototype reste précieux avant un lancement en petite série.
Ce qu’il faut retenir pour bien choisir
Si vous hésitez sur le bon taux de remplissage impression 3D, partez d’une question simple : à quoi la pièce va-t-elle vraiment servir ? S’agit-il d’un objet visuel, d’un prototype de validation, d’une pièce technique, d’un support soumis à effort, d’un élément à produire en plusieurs exemplaires ? La bonne réponse vient toujours de l’usage.
Dans la majorité des projets, viser un équilibre donne de meilleurs résultats que chercher la densité maximale. Une pièce bien conçue, bien orientée et adaptée à son usage est plus intéressante qu’une pièce surchargée en matière. Vous gagnez en délai, en coût et souvent en efficacité.
Quand le doute existe, mieux vaut demander un avis avant impression. Quelques ajustements sur le remplissage, les parois ou la géométrie peuvent faire une vraie différence, sans alourdir le budget. C’est souvent là que l’impression 3D devient la plus utile : quand elle transforme une idée en pièce concrète, avec le bon niveau de performance, pas juste avec plus de matière.